تنش زدایی ارتعاشی چیست؟
در تنش زدایی ارتعاشی قطعات تحت ويبره قرار ميگيرند و بعد از گذشت چند دقيقه تا چند ساعت تنشهاي موجود در قطعات حذف شده و قطعه تنش زدايي ميشود. اين روش خود داراي چندين زيرگروه ميباشد. از جمله روشهاي تنشگيري ارتعاشي ميتوان به روش هارمونيک، روش هارمونيک تابع، روش ويبره نامنظم، روش ويبره با دامنه ثابت و… اشاره کرد.
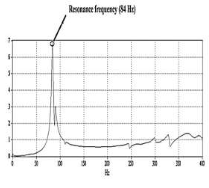
اين روش با استفاده از ويبره کردن قطعه يا تجهيز سبب کاهش و يا حذف تنشهاي باقيمانده در آنها ميشود. در واقع يک موتور الکتريکي مولد ويبره به تجهيز متصل شده و لرزش را به قطعه منتقل ميکند. در اثر اين عمل بعد از گذشت زماني، قطعات تنش زدايي مي شوند. اما اينکه از چه فرکانسي براي ويبره کردن و لرزاندن قطعات استفاده کنيم هنوز بعد از گذشت 60-70 سال از ابداع اين روش در هالهاي از ابهام است. براي درک بهتر تاثير ويبره کردن بر ساختار و تنشهاي موجود در قطعات ابتدا بايد عکس العمل مواد در اثر انجام ويبره بر روي آنها مورد مطالعه قرار گيرد. اگر يک قطعه تحت ويبره شدن قرار گيرد، درون آن ارتعاشاتي در مقياس سلولهاي واحدشان ايجاد ميشود. اين ارتعاشاتي که ايجاد ميشوند هر کدام داراي دامنه حرکتي و تنشي مختلفي هستند. ابتدا که قطعه، تحت ويبره شدن قرار ميگيرد، در مقابل اين افزايش انرژي مقاومتي از خود نشان ميدهد و مانع از همسازي اين ويبره ها با يکديگر و در نتيجه افزايش چشم گير دامنه آنها ميشود. هرچه که فرکانس ويبره شدن افزايش پيدا کند، دامنه ارتعاشات ايجاد شده هم تقريبا به صورت خطي افزايش پيدا ميکند. اين مورد تا زماني ادامه دارد که انرژي ناشي از ويبره کردن قطعات بر انرژي مقاومت قطعه در مقابل ويبره شدن غلبه پيدا کند. زماني که اين پديده رخ دهد، ويبره هاي ايجاد شده در قطعه همساز شده و درنتيجه دامنه ارتعاشات آنها افزايش چشمگيري را از خود نشان ميدهد. شکل 1 نشان دهنده نمودار تغييرات دامنه ارتعاشات درون قطعه نسبت به فرکانس ويبره هاي اعمال شده به قطعه ميباشد. به بزرگترين پيکي که در اين نمودار ديده مي شود. پيک هارمونيک گفته ميشود.
مراحل انجام تنش زدایی ارتعاشی
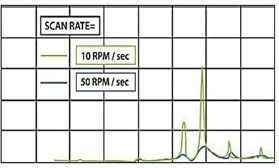
بهترين و متداولترين روش بدست آوردن پيک همساز قطعات، روش اسکن کردن ميباشد. در اين روش همانطور که گفته شد تغييراتي در ميزان فرکانس ايجاد ويبره توسط موتور الکتريکي داده شده و در مقابل آن ارتعاشات بدست آمده را ضبط کرده و در نهايت يک نمودار رسم ميشود. مشابه نموداري که در شکل 2 آورده شده است. در هنگام اسکن کردن قطعات نبايد سرعت انجام اسکن و ايجاد تغييرات در ميزان فرکانس ويبره کردن زياد باشد، چرا که درصورت زياد بودن سرعت اسکن قطعه، احتمال وجود دارد که پيکهاي هارمونيک مورد نظر به خوبي رسم نشده و يا حتي ديده نيز نشوند. چرا که زمان مورد نياز به قطعه داده نشده است تا دامنه ي نهايي ويبره هاي ايجاد شده را نشان دهد. اسکني با سرعت حدود S/RPM 10انجام شود، تقريبا براي همه مواد مورد استفاده قرار گرفته، پاسخگوي نيازها بوده است. در مواردي که قطعه مورد نظر بزرگ باشد بايد با سرعت هاي کمتري اسکن کردن را انجام داد تا به بهترين و دقيق ترين نتيجه دست يافت. شکل 2 تاثير سرعت اسکن کردن قطعه را بر روي ايجاد پيک هاي هارمونيک قطعات نشان مي دهد. مشخص است که با افزايش بي دليل سرعت اسکن کردن، زماني براي ايجاد و تشکيل پيک هاي مشخصه هارمونيک وجود نخواهد داشت.