انواع روش های عملیات حرارتی
نحوه عملیات مذکور در انواع محصولات آهنی و غیرآهنی به صورت مختلف است. خدمات عملیات حرارتی فولاد، نقش بسیار مهمی را ایفا میکند و تاثیر ویژهای در افزایش کیفیت محصولات فولادی دارد. خروجی این عملیات مهم، تولید انواع فولاد با سختیهای مختلف است. در مطلب حاضر، درباره انواع عملیات حرارتی صحبت شده تا اگر تخصص یا نیاز شما در این زمینه باشد؛ اطلاعات مورد نیاز و کاربردی را کسب کنید.
عملیات حرارتی با تاثیر بر اندازه دانه و تغییر ساختار فلزات، خواص مکانیکی آنها را تغییر میدهد. خواصی همچون سختی، چکشخواری، شکلپذیری و نظایر اینها.
انواع خدمات عملیات حرارتی را به لحاظ میزان افزایش دما میتوان به دو بخش عمده تقسیم بندی کرد:
- حرارتدهی آلیاژها تا دمای بالای 723 درجه سانتیگراد: این نوع عملیات حرارتی متناسب با فولاد و چدن است. مراحل این فرآیند عبارتند از سختکاری (یا کوئینچینگ)، آنیلنگ کامل، نرماله سازی، آستمپرینگ، و مارتمپرینگ.
- حرارتدهی آلیاژها تا دمای زیر 723 درجه سانتیگراد. این نوع عملیات حرارتدهی بیشتر برای آلیاژهای فولاد مناسب است. عملیاتهای حرارتی این فرآیند عبارتند از: کروی کردن، تنش زدایی و آنیل.

1-آنیل کردن
واژه آنیل دارای مفهوم و کاربرد گسترده ای است به این صورت که به هر نوع عملیات حرارتی فولاد که منجر به تشکیل ساختاری به جز مارتنزیت و با سختی کمتر و انعطاف پذیری زیاد شود اطلاق میشود. از آنجا که این مفهوم بسیار کلی است، عملیات حرارتی آنیل به یک سری فرایندهای مشخص تر و دقیق تر تقسیم می شود. این تقسیم بندی براساس دمای عملیات، روش سرد کردن، ساختار و خواص نهایی است.
در علم مواد و متالورژی آنیل کردن یک عملیات حرارتی است که ویژگی های فیزیکی مواد را تغییر می دهد تا شکل پذیری آن را افزایش و سختی را کاهش دهد و همچنین قابلیت انجام کار سرد را بهبود دهد. در آنیل، اتم ها در شبکه کریستالی مهاجرت می کنند و تعداد نابجایی ها کاهش می یابد که منجر به تغییر در داکتیلیته و سختی می شود.
آنیل علاوه بر فولادها برای آلیاژهای دیگری چون مس، آلومینیوم و برنج نیز کاربرد دارد، به طور کلی در هر موردی که نیاز باشد قطعه تردی در دمای پایین تغییر شکل پیدا کند، فرآیند آنیل کاربرد خواهد داشت.
2- عملیات حرارتی همگن سازی (homogenization)
در فرآیند ریخته گری قطعات سنگین در اثر غیرتعادلی سرد شدن در حین انجماد و عدم نفوذ عناصر آلیاژی عیوبی مانند ترکیب شیمیایی غیرهمگن، توزیع نامناسب عناصر آلیاژی، ساختار دندریتی، ریزساختار نامناسب و غیریکنواخت ایجاد می شود. این عوامل باعث افت خواص مکانیکی از جمله قابلیت کار گرم و یا سرد و همچنین کاهش کیفیت و کارایی عملیات حرارتی های دیگر می شوند.
عملیات حرارتی همگن سازی (آنیل نفوذی) نوعی است که برای اصلاح این عیوب کاربرد دارد. به این صورت که قطعه را در مدت زمان مشخص تا دماهای بالایی محدوده آستنیت در حدود 1150 درجه سانتی گراد (بسته به نوع آلیاژ و ابعاد قطعه متفاوت است ) حرارت می دهند تا ساختار آستنیت یکنواخت تشکیل شود و عناصر آلیاژی انتشار یکنواخت و مرتب داشته باشند و سپس قطعه را تا دمای محیط در فضای کوره صنعتی با شیب حرارتی کنترل شده سرد می کنند.
از آنجایی که دمای انتخاب شده تا حدودی بالا می باشد، نفوذ سریع است و بنابراین پس از پایان عملیات، غیریکنواختی در ریزساختار و ترکیب شیمیایی از بین می رود. افزون براین فازهای ثانویه مانند کاربیدهای رسوب یافته در حین انجماد در استنیت حل می شوند و به صورت محلول در می آیند.
فرآیند همگن سازی در آلیاژهای غیرآهنی معمولا در مورد آلیاژهایی که فرآیند تولیدشان هنوز تمام نشده و سختی بالایی دارند به کار می رود که به خواص خوب (معمولا شکل پذیری بالا ) قبل از کارگرم وکارسرد برسند.
3-نرماله
درصنعت فلزات اغلب برای تغییر خواص مکانیکی فلزات استفاده می شود که یکی از متداولترین فرآیندها نرماله کردن است. به طور کلی در نرماله کردن قطعه تا دمای محدوده آستنیت حرارت می بیند و سپس در تماس با هوای آزاد تا دمای محیط سرد می شود. معمولا دمای آستنتیه کردن حدود ℃ 55 بالای خط بحرانی Ac3 برای فولادهای هیپویوتکتویید و ℃ 55 بالای خط بحرانی Acm برای فولادهای هایپریوتکتویید است.
نرماله کردن اغلب زمانی صورت میگیرد که که خواسته یا ناخواسته توسط فرآیندهایی که روی فلز صورت گرفته خاصیت شکل پذیزی کاهش و یا سختی افزایش یافته باشد و به منظور توزیع عناصر آلیاژی به صورت یکنواخت، ریزکردن دانه های درشتی که بیشتر به هنگام کارگرم یا ریختگری شکل گرفته و یا انحلال کاربیدهای رسوب یافته وهمچنین شکسته شدن شبکه پیوسته کاربیدی که در ضمن عملیات قبلی در مرزدانه ها به وجود
آمده اند استفاده میشود.
4-تنش زدایی
برخی از فرایندهای عملیات حرارتی یا مکانیکی در قطعه ها تنش های داخلی ایجاد می کنند که این امر میتواند مخرب باشد و بر عملکرد این قطعه ها اثر نامطلوب گذارد. تنش های داخلی حاصل، ممکن است، منجر به تاب برداشتن، ترک خوردن و یا شکست قطعه ها در تنش های بسیار کمتر از سطح تنش طراحی شده برای آن ها شوند. از جمله منابع تنش های داخلی عبارت اند از:
1- غیر یکنواخت سرد شدن نقاط مختلف قطعه در ضمن کاهش دما از ناحیه آستنیت
2- ماشین کاری و کار سرد
3- جوشکاری
برای حذف یا کاهش تنش های باقیمانده از عملیات قبلی، قطعه های مورد نظر را برای زمان مشخص در دمایی زیر دمای بحرانی Ac1 حرارت می دهند. زمان حرارت دهی بستگی به ابعاد قطعه و دمای تنش گیری دارد. به منظور جلوگیری از ایجاد تنش های حرارتی جدید و همچنین احتمال شکسته شدن یا تاب برداشتن، حرارت دادن به دمای تنش گیری و سرد کردن از آن دما باید خیلی آهسته و براساس استاندارد انجام شود. توجه به هندسه قطعه نیز ضروری است و در برخی موارد برای جلوگیری از تاب برداشتن نیاز به اجرای ساپورت کشی و تقویت سازه است. هدف از عملیات تنش گیری این نیست که تغییرات عمده ای در خواص مکانیکی قطعه ایجاد شود بلکه رفع تنش تنها توسط سازوکارهای بازیابی انجام می گیرد.
در این میان تنش زدایی بعد از جوشکاری (PWHT) به دلیل الزامات مشخص شده برای مخازن تحت فشار و همچنین کدهای پایپینگ از اهمیت زیادی برخوردار است. PWHT مخفف کلمه Post Weld Heat Treatmrnt است که به معنی عملیات حرارتی بعد از جوشکاری است.
 PWHT بیشتر به دلیل تنشهای باقیمانده و تغییرات ریزساختاری که پس از اتمام جوشکاری رخ می دهد، اهمیت دارد. در طول جوشکاری ناحیه جوش که به حالت مذاب در آمده است، در ضمن انجماد منقبض می شود. از انجاییکه فلز پایه سرد است و انعطاف پذیری کمی دارد (در مقایسه با فلز ناحیه جوش که در دمای بالاتری قرار دارد) در برابر تغییر شکل ناشی از انقباض ناحیه جوش مقاومت می کند و ناحیه جوش تا حدودی نواحی کناری آن را تحت تنش کششی قرار می دهد. برای مواد ضخیم تر ، این تنش ها می توانند به سطح غیر قابل قبولی برسند و از تنش های طراحی فراتر روند. بنابراین توصیه می شود که در صورت امکان قطعه های جوشکاری شده تنش گیری شوند.
PWHT بیشتر به دلیل تنشهای باقیمانده و تغییرات ریزساختاری که پس از اتمام جوشکاری رخ می دهد، اهمیت دارد. در طول جوشکاری ناحیه جوش که به حالت مذاب در آمده است، در ضمن انجماد منقبض می شود. از انجاییکه فلز پایه سرد است و انعطاف پذیری کمی دارد (در مقایسه با فلز ناحیه جوش که در دمای بالاتری قرار دارد) در برابر تغییر شکل ناشی از انقباض ناحیه جوش مقاومت می کند و ناحیه جوش تا حدودی نواحی کناری آن را تحت تنش کششی قرار می دهد. برای مواد ضخیم تر ، این تنش ها می توانند به سطح غیر قابل قبولی برسند و از تنش های طراحی فراتر روند. بنابراین توصیه می شود که در صورت امکان قطعه های جوشکاری شده تنش گیری شوند.
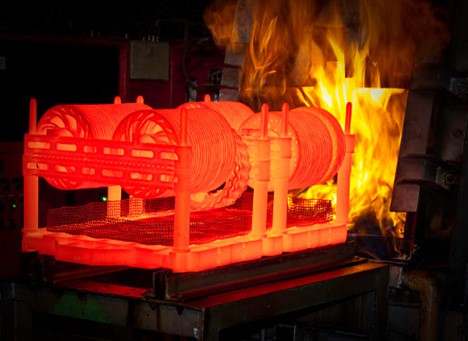
5-کوئنچ
کوئنچ درلغت به معنای سریع سرد کردن است. که قطعه پس از گرم شدن به منظور افزایش سختی به سرعت در مایع سیال مخصوص که معمولا آب، روغن، حمام نمک یا دیگر محلول های مخصوص برحسب رسیدن به خواص مورد نظر سرد می شود. کوئنچ کردن بیشتر در سخت کاری فولاد ها و تشکیل ساختار مارتنزیت تعریف و شناخته شده است در حالی که در فلزات غیرآهنی ممکن است این عملیات برعکس موجب نرم شدن بیش ازحالت عادی شود. در فرآیند کوئنچ معمولا به منظور تشکیل فاز مارتنزیت حتما تا دمای بالای محدوده آستنیت حرارت داده می شود و باید فلز به گونه ای سریع سرد شود که تا فاز بینیت و مارتنزیت (برحسب خواص مورد نیاز) تشکیل شود.
انتخاب محیط سرکننده (مانند نوع حمام ها) نیز بستگی به نوع خواص مورد نظر و میزان سختی پذیری آلیاژ ، ضخامت قطعه ،سطح مقطع و میزان دستیابی به ریزساختار بستگی دارد.

6-بازگشت (Tempering)
به علت تنشهای داخلی ایجاد شده در ضمن سریع سرد شدن، تمامی قطعههای سخت شده تا حدودی ترد و شکنندهاند. از این رو، به ندرت فولادها پس از سریع سرد شدن و در شرایط سخت (مارتنزیت) شده استفاده میشوند، مگر در موارد استثنایی مانند هنگامیکه به سختی زیادی نیاز باشد و یا در رابطه با فولادهای کم کربن. به طورمعمول، فولاد پس از سخت (مارتنزیت) شدن و پیش از استفاده باید بازگشت داده شود. تمپرینگ باعث رسوب عناصر آلیاژی و همچنین در فولادهای کوئنچ شده باعث بهبود مقاومت در برابر ضربه و تنش و افزایش خواص شکل پذیری می باشد.
با گرم شدن فلز در این فرآیند اتم های کربن در مراحل مجزا واکنش نشان داده و موجب تشکیل Fe3C وکاربید آلیاژی درزمینه فریتی می شود. در فرآیند تمپرینگ دما بسیار مهم تر از زمان است به طوری که میزان دمای دقیق، میزان سختی حذف شده را تعیین میکند که باتوجه به ترکیب خاص آلیاژ وخواص مورد نظر در محصول نهایی متفاوت است.
7-مارتمپرینگ
شرح مختصری از مراحل مارتمپرینگ:
استینه کردن از حالت بلد خارج و به عنوان مرحله اول مشابه زیر شماره یک به آن اطلاق شود.
1- آستنیته کردن فولاد
2- سریع سرد کردن فولاد در روغن داغ و یا نمک مذاب تا دمایی درست بالاتر (و یا درست پایین تر) از دمای شروع تشکیل مارتنزیت (Ms). سریع سرد کردن در این مرحله باید به نحوی انجام گیرد که از تجزیه آستنیت در دما های بالا جلوگیری شود.
3- نگه داشتن در محیط یاد شده تا اینکه دمای قطعه در تمام قسمت های آن یکنواخت شود. زمان نگهداری در این دما بستگی به موقعیت نمودار TTT و ضخامت قطعه دارد. این زمان معمولا بین 2 تا 4 دقیقه برای هر میلیمتر ضخامت است. زمان کمتر برای حالتی است که فولاد در دماهای پایین آستنیته شود، در حالی که زمان بیشتر برای مواردی است که فولاد در دماهای بالا آستنیته شده باشد.
4- سرد کردن با آهنگی متوسط (معمولا در هوا) به نحوی که سطح و مرکز تقریبا همزمان سرد شده و به مارتنزیت تبدیل شوند.
5- بازپخت دادن قطعه به منظور افزایش چقرمگی
عملیات حرارتی مارتمپرینگ (Martempering) یا سریع سرد کردن ناپیوسته نوعی از فرایند است که بعد از رسیدن فولادها به دمای آستنیت آن را در محیط سرد کننده مناسب برحسب نیاز (مانند حمام نمک یا روغن یا … ) تا بالای دمای تشکیل فاز مارتنزیت (Ms) سریع سرد میکنند و دراین دما نگه میدارند به نحوی که فاز آستنیت تا مدت زمان در نظر گرفته شده، تجزیه نشود. در نتیجه این کار سطح و مرکز نمونه که در اثر سریع سرد شدن با دو اهنگ متفاوت سرد شدند هم دما می شوند و پس از آن با سرد کردن قطعه با اهتگ متوسط تمام قسمت های قطعه تقریبا به طور همزمان سرد شده و دگرگونی آستنیت به مارتنزیت در سطح و مرکز همزمان انجام می شوند و ساختاری یکنواخت که بیشترین درصد مارتزیت را دارد تشکیل میشود.
هدف از انجام مارتمپرینگ این است که زمان سریع سرد شدن را به تعویق بیندازیم تا اطمینان حاصل کنیم که دمای مغز و سطح قطعه یکسان شدند. ،چرا که این امر باعث میشود اعوجاج، ترک خوردگی و تنش باقی مانده را به حداقل می رساند. ودرنتیجه برای قطعات با هندسه پیچیده وحجیم و همچنین قطعات با ضخامت های متفاوت کاربرد دارد.
یکی از جنبه های مهم مارتمپرینگ این است که به جز مارتنزیت ساختار و یا فاز دیگری به وجود نمی آید (البته در مقایسه با سرد کردن سریع و مستقیم در این حالت معمولا درصد آستنیت باقی مانده بیشتر است). بنابراین، فولادهایی برای مارتمپرینگ مناسب اند که نه تنها نسبت به محصولات حاصل از دگرگونی در دمای بالا (مانند فریت و پرلیت) بلکه نسبت به تشکیل بینیت که ممکن است در دما های بلافاصله قبل از Ms تشکیل شود نیز دارای سختی پذیری خوبی باشند.
نکته دیگری که در این رابطه باید در نظر داشت این است که شدت سرد کنندگی روغن داغ و نمک های مذاب کمتر از شدت سرد کنندگی آب و یا روغن سرد است، بنابراین فولادهایی را می توان مارتمپر کرد که سختی پذیری آن ها آنقدر زیاد باشد که کاهش آهنگ سرد کنندگی محیط سرد کننده را جبران کند. از این رو این نوع عملیات حرارتی عمدتا به فولادهایی که در هوا و یا روغن سخت می شوند محدود می شود.
آستنیته کردن فولاد
1- سریع سرد کردن فولاد در روغن داغ و یا نمک مذاب تا دمایی درست بالاتر (و یا درست پایین تر) از دمای شروع تشکیل مارتنزیت (Ms). سریع سرد کردن در این مرحله باید به نحوی انجام گیرد که از تجزیه آستنیت در دما های بالا جلوگیری شود.
2- نگه داشتن در محیط یاد شده تا اینکه دمای قطعه در تمام قسمت های آن یکنواخت شود. زمان نگهداری در این دما بستگی به موقعیت نمودار TTT و ضخامت قطعه دارد. این زمان معمولا بین 2 تا 4 دقیقه برای هر میلیمتر ضخامت است. زمان کمتر برای حالتی است که فولاد در دماهای پایین آستنیته شود، در حالی که زمان بیشتر برای مواردی است که فولاد در دماهای بالا آستنیته شده باشد.
3- سرد کردن با آهنگی متوسط (معمولا در هوا) به نحوی که سطح و مرکز تقریبا همزمان سرد شده و به مارتنزیت تبدیل شوند.
4- بازپخت دادن قطعه به منظور افزایش چقرمگی
در ادامه برخی از گریدهای فولادها که معمولا برای رسیدن به حداکثر سختی مارتمپر می شوند، لیست شده است:
90Mn4 / 1.1273 / AISI 1090
42CrMo4 / 1.7225 / AISI 4140
100Cr6 / 1.3505 / SAE 52100
44SMn28 / 1.0762 / SAE 1144
50CrMo4 / 1.7228 / AISI 4150
34CrNiMo6 / 1.6511 / AISI 4340
43CrNiMo6 / 1.6582 / 300M, 4340M
46Cr2/ 1.7006 / AISI 4640
41Cr4/ 1.7035 / AISI5140
50CrV4 / 1.8159 / AISI 6150
30NiCrMo2 / 1.6545 / AISI 8630
40NiCrMo2 / 1.6546 / AISI 8740
8-آستمپرینگ
آستمپرینگ مشابه فرآیند مارتمپرینگ است با این تفاوت که عموما برای فولادهای پرکربن یا کربن متوسط استفاده می شود که سختی بین 35 تا 55 راکول سی مد نظر باشد و پس از سریع سرد کردن در حمام های مناسب (آب نمک ،روغن یا … برحسب نیاز ) تا بالای دمای تشکیل فاز مارتنزیت (Ms) ، به گونه ای زمان میدهند که ضمن یکنواختی دما در قسمت های مختلف قطعه ، فاز بینیت به طور کامل تشکیل شود و پس از آن درتماس با هوا قطعه را آرام سرد میکنند.
هدف از انجام آستمپرینگ معمولا افزایش استحکام ضربه (چقرمگی) و انعطاف پذیری برای یک سختی مشخص و معین و همچنین حذف یا کاهش احتمال ترک برداشتن، تغییر شکل دادن و از بین بردن تنش های داخلی در ضمن عملیات حرارتی میباشد.
شرح مختصری از مراحل آستمپرینگ:
1- آستنیه کردن فولاد
2- سریع سرد کردن در حمام نمک مذاب یا روغن داغ تا دمایی بلافاصله قبل از شروع تشکیل مارتنزیت (Ms).
3- نگه داشتن در این دما به نحوی که دگرگونی آستنیت به بینیت به طور کامل انجام گیرد. زمان نگهداری در این دما با توجه به موقعیت نمودار IT مشخص می شود.
4- سرد کردن در هوا تا دمای اتاق
9-عملیات حرارتی subzero
عملیات subzero فرایندی است که در آن تجهیزات فولادی را در دمای زیر صفر درجه (بین 70- تا 196- درجه سانتی گراد)، برای به دست آوردن ساختار مورد نظر نگه می دارند. این عملیات برای حذف فاز آستنیت باقیمانده در ساختار فلزات کوئنچ شده انجام میگیرد که منجر به کاهش احتمال شکست، افزایش مقاومت به سایش، پایداری ابعادی قطعات و افزایش مقاومت به ضربه می باشد. فرایند تمپر همیشه پس از عملیات subzero انجام می شود.
عملیات حرارتی زیر صفر عموما در سه رده زیر انجام میشود :
1- عملیات انقباضی-Shrink Fitting
در دمای 70- تا 120- درجه سانتی گراد انجام میشود که بدلیل انقباض یکپارچه موجب محکم شدن اتصالات قطعات مونتاژ شده میشود ولازم بذکر است که در این نوع فرآیند ابعاد قطعه ممکن است به صورت موقت تغییرات مختصری داشته باشد
2-عملیات سرمایشی – Cold Treatment
فاز آستنیت فازی است که در دماهای بالا پایدار است و با کوئنچ کردن به مارتنزیت تبدیل می شود. با افزایش درصد کربن و عناصر آلیاژی، دمای تشکیل و پایان استحاله مارتنزیتی کاهش یافته و در فولادهای پرکربن غالباً دمای پایان استحاله به زیر صفر درجه می رسد. لذا مقداری آستنیت باقیمانده در ساختار باقی می ماند.. آستنیت باقیمانده در دمای اتاق ناپایدار است و با گذشت زمان تجزیه می شود. این مورد برای بسیاری از کاربردها اهمیتی ندارد ولی برای کاربردهایی که تلرانس بسیار دقیقی مورد نیاز است، این تجزیه منجر به تغییرات ابعادی می شود. در بسیاری از مشاهدات و بررسی های صورت گرفته ، دیده شده که فولادهای ابزار در بازه ی دمایی 70- تا 120- درجه سانتی گراد ساختارشان کاملا مارتنزیتی می شود .عملیات سرمایشی با قرار دادن تجهیز در این محدوده دمایی منجر به تبدیل کل فاز آستنیت باقیمانده به مارتنزیت می شود. برای دقت بیشتر در عدم تغییر ابعاد قطعه پیشنهاد میشود که این عملیات بعد ار کوئنچ کردن صورت گیرد و پس از آن تمپرینگ انجام شود که بهتر بتوان به خواص مطلوب دست یافت. متاسفانه برخی فولادها نمی توانند هیچ وقفه ای را بعد کوئنچ کردن تحمل کنند، به علت اینکه مارتنزیت خشنی که تشکیل شده، فوق اشباع از کربن است و سبب ناپایداری ساختار و تردی و شکنندگی آن شده و احتمال ترک خوردگی وجود دارد. لذا در بسیاری از فولادهای صنعتی پرآلیاژ، یک مرحله تمپر موقتی در دما °C 100 برای ممانعت از ترک خوردن، انجام می شود. سپس عملیات سرمایشی انجام شده و نهایتا تمپر نهایی انجام می شود.
3-عملیات فوق سرمایشی یا برودتی – Cryotreatment
این نوع عملیات در دماهای پایین تر از فرآیند های قبلی انجام میشود و معمولا در دمای 135- درجه سانتیگراد یا پایین تر و در مدت زمان 24 ساعت به بالا انجام میشود. انجام عملیات در این دما محل هایی برای جوانه زنی ذارت ریز کاربید فراهم میکند. این ذرات کاربیدی منجر به بهبود مقاومت به سایش در فولاد های ابزار می شود. مقاومت سایشی، چقرمگی (toughness)، سختی و پایداری ابعادی، برای کارکرد فولادهای ابزار بسیار حیاتی هستند. مقاومت سایشی و درنتیجه عمر ابزار پرآلیاژ و فولادهای ابزار به طور عمده ای با عملیات زیر صفر افزایش می یابد.

10-سخت کاری سطحی
در بسیاری از کاربردهای صنعتی نیاز به قطعاتی است که دارای سطحی سخت بوده و در عین حال از چقرمگی یا مقاومت به ضربه خوبی نیز برخوردار باشند. از جمله مواردی که می توان در این رابطه به عنوان مثال به آن ها اشاره کرد عبارت اند از: میل لنگ، میل بادامک، چرخ دنده و مته ها و قطعات مشابه. این قطعات باید سطحی بسیار سخت و مقاوم در برابر سایش داشته و همچنین بسیار چقرمه و مقاوم در برابر ضربههای وارده در حین کار باشند.برای آشنایی بیشتر با سخت کاری سطحی ابتدا این مقاله را بخوانید.
این نوع عملیات حرارتی که اصطلاحا به سخت کردن سطحی موسوم اند، آخرین عملیاتیاند که باید در مرحله پایانی ساخت قطعه و پس از انجام تمام مراحل مربوط به شکل دهی نظیر ماشینکاری و غیره انجام شود.
انواع عملیات حرارتی که به کمک آنها میتوان سطح قطعات را سخت کرد، عمدتا به دوسته تقسیم میشوند. دسته اول عملیاتی که منجر به تغییر ترکیب شیمیایی سطع فولاد میشوند و به عملیات حرارتی-شیمیایی یا عملیات ترموشیمی مرسوماند، نظیر کربندهی، نیتروژن دهی و کربن نیتروژن دهی. دسته دوم روشهایی که بدون تغییر ترکیب شیمیایی سطح ، و فقط به کمک عملیات حرارتی که در لایه سطحی متمرکز شده ، باعث سخت شدن سطح می شوند و به عملیات حرارتی موضعی مرسوم اند نظیر سخت کردن شعلهای و سخت کردن القایی.
10-1- کربن دهی
کربندهی یا کربوره کردن (Carburizing) یکی از روشهای سخت کردن سطحی بوده که در آن با افزایش درصد کربن سطح قطعه فولادی، سطحی سخت بهدست میآید. در این عملیات، ابتدا آلیاژ مورد نظر در محیط غنی از کربن (مایع، جامد و گاز) تا دمای معینی گرم شده و مدتی در این دما نگه داشته میشود. تحت این شرایط، اختلاف غلظت کربن در سطح و مغز باعث می شود تا کربن اتمی در دمایی حدود 900 درجه سانتی گراد به درون آلیاژ آهنی (در حالت جامد) نفوذ کند. به این ترتیب لایه پرکربنی بهدست میآید که با کوئنچ کردن، سخت می شود. درنهایت قطعهای بهدست میآید که مغز آن فولاد کم کربن و سطح را فولاد پر کربن تشکیل میدهد. این فرآیند به چندین روش قابل اجراست که عبارتند از جامد( به روش پودری)، مایع ( با استفاده از حمام نمک سیانوری)، گازی ( به کمک گاز غنی از کربن)، تحت خلا (ایجاد یک خلا نسبی و استفاده از گازهای هیدروکربن).
فولادهای قابل کربن دهی معمولاً دارای محتوای کربن پایه حدود 2/0 درصد هستند، به طور کلی محتوای کربن لایه کربوره در محدوده 8/0 درصد تا 1درصد کنترل می شود. با این حال، کربن سطح اغلب به 9/0 درصد محدود می شود زیرا مقدار زیاد کربن می تواند باعث ایجاد آستنیت باقی مانده و مارتنزیت شکننده شود. معمولا در فرآیند کربوراسیون رسیدن به عمق نفوذ از 075/0 تا 5/1 میلیمتر قابل اجرا است که میزان سختی آن در حدود 50-60 HRC می باشد.
استفاده از فرایند کربوراسیون منجر به ایجاد سختی و استحکام بالا به همراه ایجاد تنش های پسماند فشاری مطلوب در سطح می شود که در نتیجه آن چقرمگی، مقاومت به سایش و مقاومت در برابر خستگی بهبود می یابد. کربوراسیون برای بهبود خواص سطحی شفت ها، چرخ دنده ها، یاتاقان ها و دیگر قطعات ماشین که تحت تنش بالایی هستند، کاربرد دارد.
10-2- نیتراسیون
امروزه در صنعت سه روش نیتراسیون استفاده میشود: نیتراسیون گازی، نیتراسیون پلاسما و نیتراسیون حمام نمکی. هر روش منحصر به فرد است و هم مزایا و هم محدودیتهایی دارد. در اینجا فقط نیتراسیون گازی مورد بحث قرار خواهد گرفت.
نیتراسیون گازی یا نیتروژن دهی یک فرآیند سختکاری سطحی است که در آن نیتروژن با نگه داشتن فلز در دمای پایینتر از دمای شروع تبدیل ساختار فولاد به آستنیت ( ℃ 565-495 ) به سطح فولاد نفوذ میکند. فولاد به طور معمول در تماس با گاز آمونیاک قرار میگیرد و این امکان را میدهد که در هنگام تجزیه حرارتی آمونیاک به نیتروژن و هیدروژن، نیتروژن به سطح فولاد انتقال یابد و فرآیند سختکاری سطحی اتفاق بیفتد. سختی سطح در این روش بستگی به نیترید فلزی تشکیل شده دارد و تنها زمانی می توان سختی بالایی در سطح بدست آورد که قطعه مورد نظر از جنس فولادهای آلیاژی مخصوص و شامل عناصر آلیاژی نظیر آلومینیوم، کروم، مولیبدن و یا وانادیم باشد. این عناصر به محض تماس با نیتروژن اتمی در سطح قطعه، با آن ترکیب شده و تشکیل نیتریدهای پایدار و سخت می دهند. در این روش نیازی به کوئنچ قطعات نیست. به دلیل عدم الزام به کوئنچ و درجه حرارت نسبتاً پایین به کارگرفته شده در این فرایند نیتروژن دهی فولادها اعوجاج و تغییر شکل کمتری از کربن دهی یا سایر روش های متداول سخت کاری ایجاد می کند.
مزایای استفاده از نیتراسیون:
- سختی سطح بالا (به طور معمول بیشتر از 67 HRC )
- مقاوم در برابر سایش
- حداقل اعوجاج و تغییر شکل (برای مثال کمتر از کربوراسیون/سختکاری)
- مقاوم در برابر حرارت تا دمای نیتروژن دهی
- بهبود عمر خستگی و سایر خواص مرتبط با خستگی
- مقاوم در برابر خوردگی (به استثنای فولادهای زنگ نزن)
کاربردهای نیتراسیون در قطعات صنعتی
• انواع چرخدندهها
• ابزارهای برشی (ابزارهای ماشینکاری، پانچ، برش)
• پیستونهای رفت و برگشتی
• قطعاتی که در معرض سایش هستند
• قالبهای صنعتی
• قطعاتی که در معرض خوردگی هستند
• بادامکها
• ریلهای ماشین آلات
• ساچمهها
10-3- کربونیتراسیون
کربن- نیتروژن دهی عملیات سخت کردن سطحی است که در آن نیتروژن و کربن هردو جذب سطح فولاد میشوند و به این ترتیب نیتروژن جذب شده، سختی سطح کربن داده شده را بیشتر افزایش میدهد. . عملیات کرین-نیتروژن دهی معمولا در گستره دمایی 800 تا 875 درجه سانتی گراد و در محیطی از مخلوط مونواکسید کربن و هیدروکربن شامل 3 تا 8 درصد آمونیاک انجام می شود.

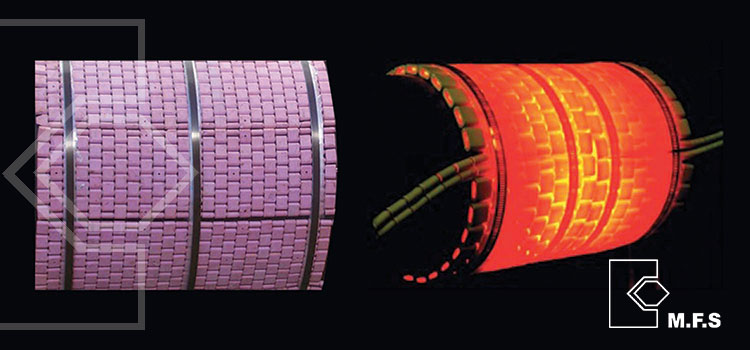
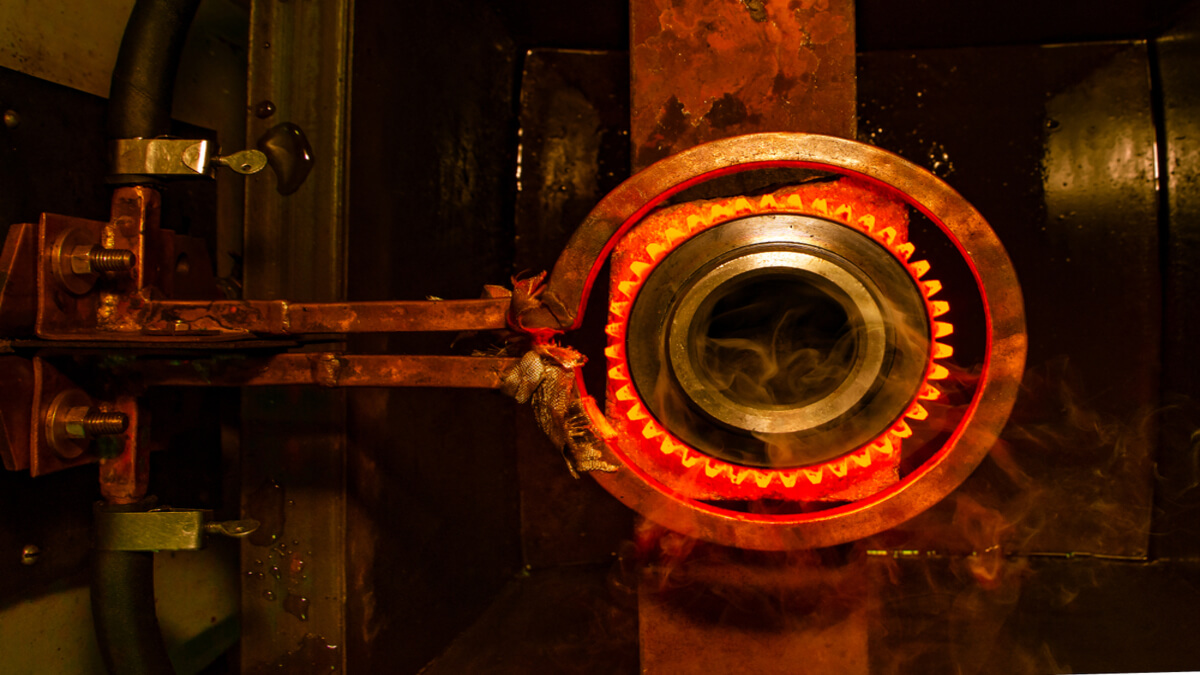
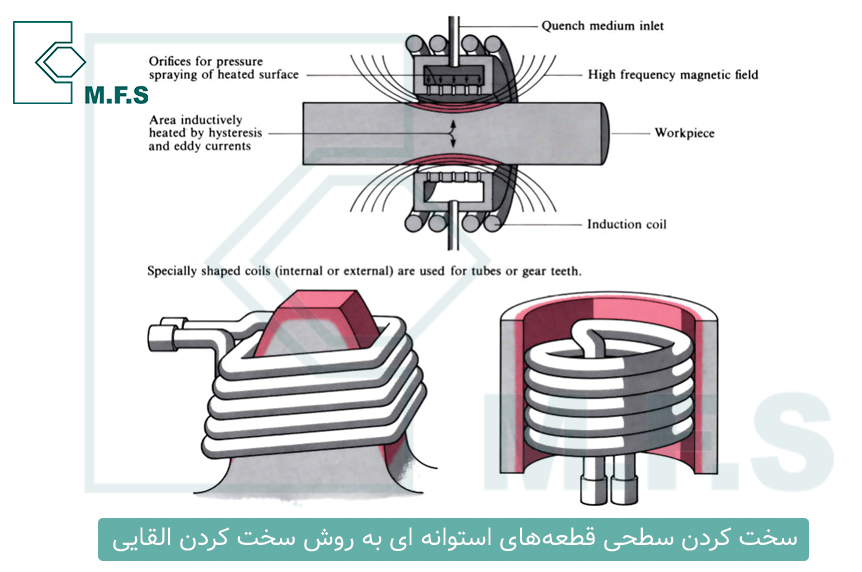
10-4- سخت کاری القایی
سخت کاری القایی یا سخت کردن به روش القایی فرایندی ست که ایجاد سختی در سطح فلزات رسانا ، با قرار دادن سریع آن فلز در یک میدان مغناطیسی بزرگ است. دراین روش یک سیم پیچ حاوی جریان الکتریکی متناوب (معمولا از جنس مس )با فرکانس (2-50 کیلوهرتز) از دور سطح مورد نظر قطعه عبور میکند و با القای جریان الکتریکی به قطعه موجب گرم شدن آن میشود . میزان سختی وعمق نفوذ سختی با کنترل جریان انجام میشود. با شروع القای جریان تنها با گذشت چند ثانیه قطعه وارد دمای بحرانی بالا شده و پس از آن با ورود قطعه درمخزن آب یا گذراندن از افشانه ی آب آن را سریع سرد میکنند.و این عملیات به صورت پیوسته وسرعت نسبتا بالایی می تواند انجام شود. از انجا که فرایند سخت شدن القایی به طور معمول شامل نفوذ کربن و یا عناصر دیگر نمی شود متریال باید حاوی کربن و یا سایر عناصر باشد تا بتوان با استفاده از تحول مارتنزیتی به سختی سطح مورد نظر رسید. برای این منظور کربن معمولا بیشتر از 4/0% است تا بتوان سختی در محدوده HRC 56-65 ایجاد کرد. برای متریال با کربن پایین تر مثل آلیاژ 8620 نیز می توان از این روش استفاده کرد ولی به سختی پایین تری (در این مورد سختی HRC 40-45) می توان دست یافت. فولاد های کربنی و آلیاژی (کربن متوسط تا بالا)، فولاد های ضد زنگ مارتنزیتی و چدن داکتیل مثل 4340، 4140، 1144، 1045 و غیره مثال هایی از انواع فلزات هستند که با استفاده از این روش قابلیت سخت کاری سطح دارند.
مزایای سخت کاری القائی
• افزایش سختی سطح، استحکام و مقاومت به سایش
• مقاومت به خستگی ناشی از مغز نرم و تنش های فشاری باقیمانده در سطح
• سرعت بالا ودرنتیجه تولید بیشتر
• درصد بسیار پایین خرابی در قطعات
• دستیابی به سختی تا عمق بیشتر نسبت به فرایند های کربوراسیون، کربونیتراسیون و انواع فرایندهای نیتراسیون
عملیات حرارتی فولاد
تمامی موارد اشاره شده در این مقاله در عملیات حرارتی فولادها با توجه به مراحل تولید (مانند نورد، تراشکاری و …) و همچنین کاربرد نهایی قطعه مورد استفاده قرار می گیرد. اما پرکاربردترین عملیات حرارتی در فولادها کوئنچ و تمپر است. کوئنچ کردن یکی از مهم ترین و حساس ترین عملیات ها در فولادهای ابزار است. همانطور که قبلا توضیح داده شد در این روش با حرارت دادن تا دمای سخت کاری ( آستنیته کردن) و سپس سرد کردن با سرعت بالا ساختار نهایی و در نتیجه خواص مکانیکی قطعه را تغییر می دهند. این روش که برای سختکاری فولادها استفاده می شود آبدهی نیز نامیده می شود. فولادها را به وسیله محیط های خنک کننده مختلف مثل آب، آب نمک، روغن و … سرد می کنند. سرعتی که برای سرد کردن فولادهای ابزار استفاده می شود وابسته به میزان عناصر آلیاژی است. این سرعت را می توان با انتخاب محیط کوئنچ کنترل کرد.
کوئنچ کردن باعث ایجاد تنش های داخلی در قطعات و در نتیجه موجب ایجاد تردی و شکنندگی در آنها می شود. به همین علت به جز در مواردی که سختی بسیار بالایی مورد نیاز باشد، از فولادهای کوئنچ شده استفاده نمی شود. در این مرحله، می بایست فولاد قبل از استفاده تمپر شود.
تمپر کردن (برگشت) Tempering یا برگشت دادن عبارت است از گرم کردن مجدد فولاد یا چدن سخت شده تا پایین تر از دمای استحاله یوتکتوئید (معمولا کمتر از 700 درجه سانتی گراد)، نگهداری در این دما به مدت مشخص و سپس آهسته سرد کردن تا دمای محیط.
با انجام این عملیات روی آلیاژهای سخت شده، خواص مکانیکی آلیاژ تعدیل می شود و می توان در محدوده وسیعی خواص مکانیکی قطعه مانند سختی، چکش خواری و غیره را متناسب با هدف نهایی تنظیم کرد.
اینکه دمای فولاد تا چه درجهای افزایش یابد و چند دقیقه در این دما باقی بماند به این بستگی دارد که چه خواصی مورد انتظار است. هر قدر دما بالاتر باشد، چکشخواری فلز افزایش مییابد اما استحکام آن کاهش خواهد یافت. در دمای پایینتر اما استحکام بالاتری ایجاد میشود در حالی که چکشخواری کمتر میشود. در نهایت کاربرد نهایی است که سطح دما را در عملیات حرارتی مشخص خواهد کرد. بنابراین بسته به مصرف نهایی همواره یک دمای بهینه وجود دارد که عملیات حرارتی فولاد طبق آن تنظیم میشود و تعیین این دما نیازمند تجربه و مهارت است. در واقع عملیات تمپرینگ با دماهای مختلف روی تمام انواع فولاد انجام میشود تا خاصیت شکنندگی آن کاهش پیدا کند. عملیات تمپرینگ، باعث میشود که تنشهای مربوط به فرآیندهای قبلی روی فولاد خنثی شود.
فرایند ساخت که در آن از حرارت بالا برای ذوب فلزات استفاده میشود؟
فرایند ساختی که در آن از حرارت بالا برای ذوب فلزات استفاده میشود، به عنوان ذوب فلزات شناخته میشود. این فرایند شامل چندین مرحله است که در ادامه به توضیح آنها پرداخته شده است:
1. انتخاب ماده اولیه
- مواد خام: شامل سنگ معدن فلزات، قراضه فلزی یا فلزات بازسازی شده که به عنوان منبع فلز استفاده میشوند.
2. آمادهسازی مواد اولیه
- خرد کردن و آسیاب کردن: مواد خام برای افزایش سطح تماس و بهبود فرایند ذوب، خرد و آسیاب میشوند.
3. شارژ کوره
- کورهها: مواد آماده شده به کورههای مختلفی مانند کوره بلند، کوره قوس الکتریکی، یا کوره القایی وارد میشوند.
- افزودن شار: مواد کمکی (شار) مانند آهک یا سیلیس اضافه میشوند تا به حذف ناخالصیها کمک کنند.
4. ذوب
- تولید حرارت: کوره با استفاده از سوختهای فسیلی، برق یا القای الکتریکی حرارت میبیند تا دمای مورد نیاز برای ذوب فلز تامین شود.
- فرایند ذوب: در این مرحله، مواد اولیه در کوره به حالت مایع در میآیند و ناخالصیها به صورت سرباره جدا میشوند.
5. تصفیه و جداسازی
- حذف ناخالصیها: سرباره که حاوی ناخالصیها است، از فلز مذاب جدا میشود.
- تصفیه نهایی: فلز مذاب ممکن است برای بهبود خواص فیزیکی و شیمیایی، تحت فرایندهای تصفیه اضافی قرار گیرد.
6. ریختهگری
- قالبگیری: فلز مذاب به قالبهای آماده شده ریخته میشود تا به شکل مورد نظر تبدیل شود.
- خنکسازی: فلز مذاب در قالب خنک میشود و به حالت جامد تبدیل میشود.
7. پردازش نهایی
- پرداخت سطحی: قطعات فلزی تولید شده ممکن است تحت فرایندهای پرداخت سطحی مانند سنگزنی، ماشینکاری یا آبکاری قرار گیرند.
- آزمون کیفیت: قطعات تولید شده برای اطمینان از کیفیت و خواص مکانیکی مورد آزمایش قرار میگیرند.
کورههای مورد استفاده در ذوب فلزات:
- کوره بلند: برای ذوب سنگ آهن و تولید چدن.
- کوره قوس الکتریکی: برای ذوب فولاد قراضه و تولید فولاد جدید.
- کوره القایی: برای ذوب فلزات آهنی و غیر آهنی با استفاده از القای الکترومغناطیسی.