سخت کاری فلزات
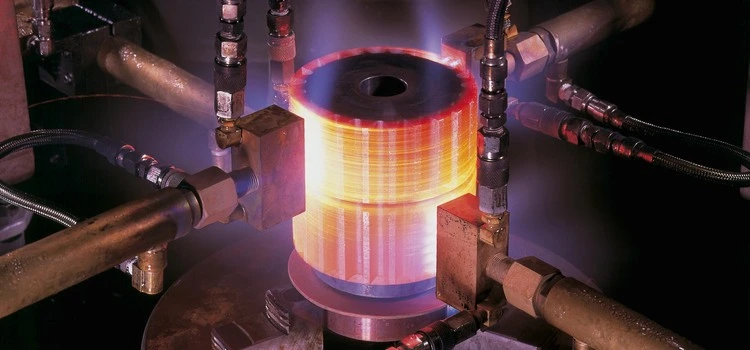
برخی از قطعات مورد استفاده در تجهیزات و ابزارهای صنعتی، همواره در معرض بارهای سنگین قرار میگیرند. عملکرد صحیح این قطعات و عدم شکست آنها، نیازمند مقاومت کششی و سختی بالای آنها است. دستیابی به سختی و مقاومت کششی بالا، طی فرآیندی با عنوان سخت کاری (Hardening) انجام میگیرد. سخت کاری، به عنوان متداولترین روش اجرای عملیات حرارتی محسوب میشود. در این فرآیند، اعمال حرارت تا یک دمای از پیش تعیین شده، باعث تبدیل ماده به یک محلول جامد میشود. با ثابت نگه داشتن دمای ماده برای یک مدت مشخص و سپس کاهش دمای آن، سختی افزایش یافته و شکلپذیری کاهش مییابد. مرحله سوم سخت کاری اصطلاحا کوئنچینگ (Quenching) نام دارد که قطعات با کمک محیطهای خنک کننده مختلف تا دمایی بالاتر از دمای بحرانی سریع سرد میشوند. در این عملیات قطعات از دمای آستینته یا انحلالی (رنج حدودا ℃ 870-815) به شکل غیر تعادلی سرد میشود. در واقع کوئنچ و سختکاری قطعات به معنی دستیابی به میکروساختار و خواص مکانیکی از جمله سختی و چقرمگی مورد نیاز و کاهش تنشهای باقی مانده، اعوجاج و احتمال ایجاد ترک؛ است.
انتخاب محیط خنک کننده وابسته به سختیپذیری ماده، ضخامت و شکل قطعه دارد؛ اما به طور کلی، محیطهای خنک کننده باید به گونه ای انتخاب شوند که نرخ گرما و سرعت خنک کنندگی را که قادر به تولید ریزساختار قابل قبول در ضخامت های مقطع مورد نظر باشد، ارائه دهد. با این حال، اگر بخواهیم اعوجاج و ترک خوردگی را به حداقل برسانیم، استفاده از محیطها با نرخ حذف حرارت بیش از حد بالا، مطلوب نیست. ضرایب انتقال حرارت بالا منجر به اتلاف سریع گرما، گرادیان دمای بالا در بخش های ضخیم و اختلاف دمای زیاد بین بخش های ضخیم و نازک می شود. این شرایط استرس پسماند، اعوجاج و مشکلات ترک را تشدید میکند.